中文 
H
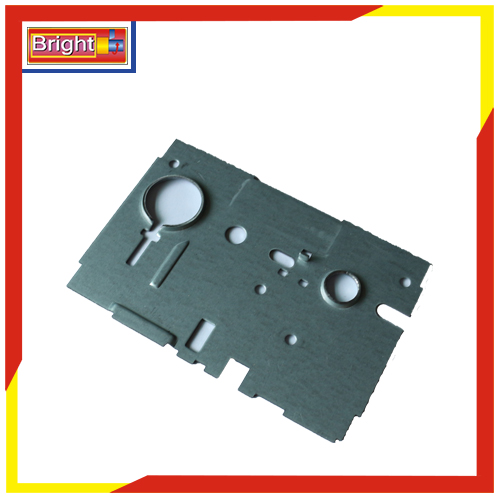
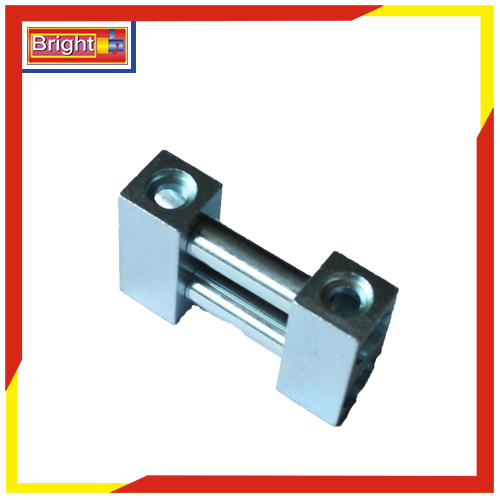
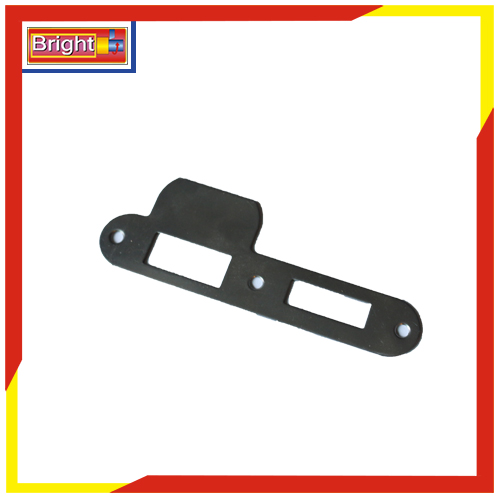
熱銷產(chǎn)品















































































H
熱點新聞C
聯(lián)系我們沖壓的主要基本工序有落料、沖孔、彎曲和拉深。
(1)落料和沖孔落料和沖孔是使坯料分離的工序。落料和沖孔的過程完全一樣,只是用途不同。落料時,被分離的部分是成品,剩下的周邊是廢料;沖孔則是為了獲得孔,被沖孔的板料是成品,而被分離部分是廢料。落料和沖孔統(tǒng)稱為沖裁。沖裁模的沖頭和凹模都具有鋒利的刃口,在沖頭和凹模之間有相當(dāng)于板厚5%-10%的間隙,以保證切口整齊而少毛刺。
(2)彎曲彎曲就是使工件獲得各種不同形狀的彎角。彎曲模上使工件彎曲的工作部分要有適當(dāng)?shù)膱A角半徑r,以避免工件彎曲時開裂。
(3)拉深:拉深是將平板坯料制成杯形或盒形件的加工過程。拉深模的沖頭和凹模邊緣應(yīng)做成圓角以避免工件被拉裂。沖頭與凹模之間要有比板料厚度稍大一點的間隙(一般為板厚的1.1-1.2倍),以便減少摩擦力。為了防止褶皺,坯料邊緣需用壓板(壓邊圈)壓緊。產(chǎn)品的實際拉深過程會產(chǎn)生拉裂的缺陷。



 微信掃一掃
微信掃一掃