中文 
H
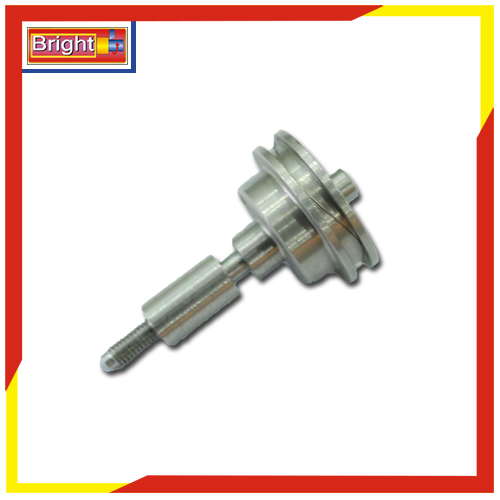
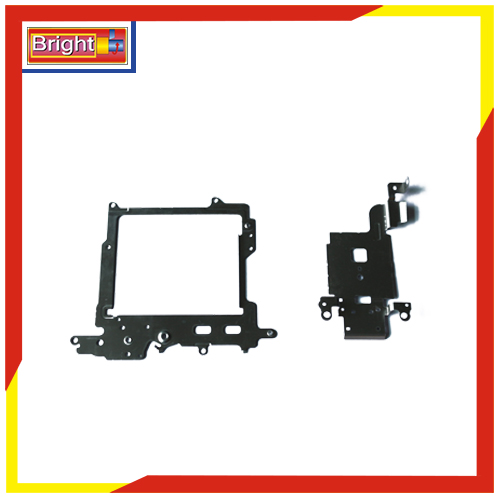
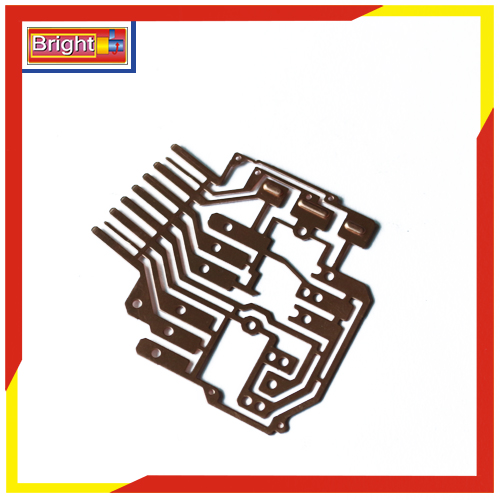
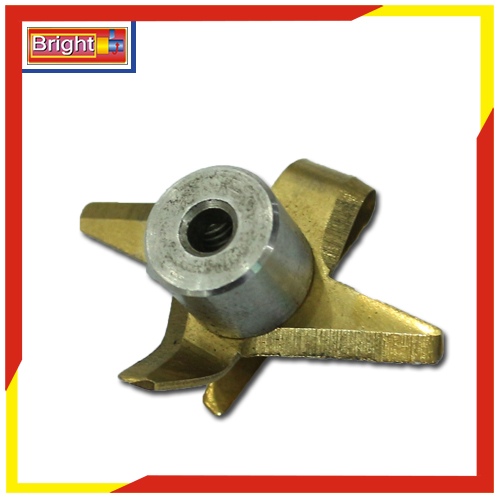
熱銷產(chǎn)品















































































H
熱點新聞C
聯(lián)系我們自動車床軸加工之數(shù)控車床操作流程
合上電源總開關,機床正常送電。
按通電按鈕,給數(shù)控系統(tǒng)送電。
選擇返回參考點方式,將X軸和Z軸分別返回參考點,參考點燈全亮。
輸入加工程序,檢查輸入無誤。
鎖住機床,空運行程序,檢查程序的正確性,特別是要仔細觀察各程序段的坐標尺寸是否有誤!完畢后務必要撤肖空運行操作!
放開機床,裝卡試切工件。手動選擇各個刀具,用試切法測量各刀的刀補,并轉(zhuǎn)入程序規(guī)定的刀補單元。
以度切工件為基準,手動移動刀架到G50指令所設定的坐標位置,卸下試切的工件。
調(diào)出當前加工件的程序,選自動操作方式,選擇適當?shù)倪M給倍率和快速倍率,按循環(huán)啟動鍵,開始自動循環(huán)加工。加工時應選較低的快速倍率,并利用單程序段功能,可減少程序的對刀錯誤引發(fā)的故障。
全部加工完畢后,清理機床,斷電。

自動車床軸加工之數(shù)控車床基面的選擇
(1)數(shù)控車床粗基準的選擇。對于零件而言,盡可能選擇不加工表面為粗基準。而對有若干個不加工表面的工件,則應以與加工表面要求相對位置精度較高的不加工表面作粗基準。根據(jù)這個基準選擇原則,現(xiàn)選取φ22孔的不加工外輪廓表面作為粗基準,利用一組共兩塊V形塊支承這兩個φ32作主要定位面,限制5個自由度,再以一個銷釘限制zui后1個自由度,達到完全定位,然后進行銑削。
(2)數(shù)控車床精基準的選擇。主要應該考慮基準重合的問題。當設計基準與工序基準不重合時,應該進行尺寸換算,這在以后還要專門計算。



 微信掃一掃
微信掃一掃