中文 
H
熱銷產(chǎn)品















































































H
熱點(diǎn)新聞C
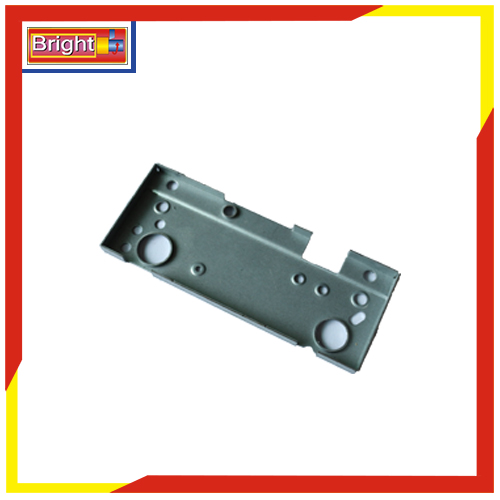
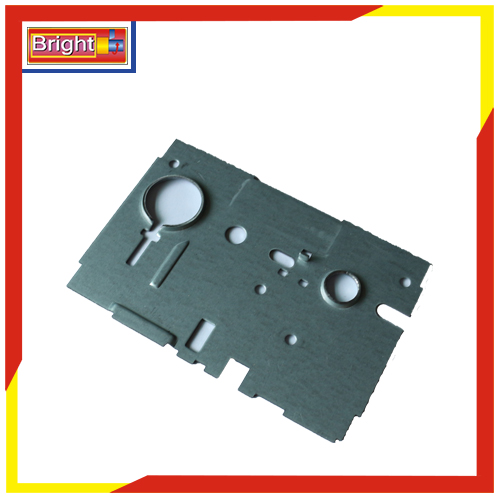
聯(lián)系我們五金配件沖壓加工常見(jiàn)的4種加工工藝
1、沖裁:使板料實(shí)現(xiàn)分離的沖壓工序(包括沖孔、落料、修邊、剖切等)。
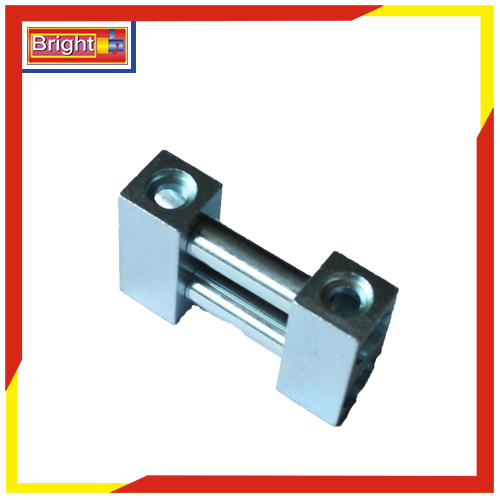
2、彎曲:將板料沿彎曲線彎成一定的角度和形狀的沖壓工序。
3、拉深:將平面板料變成各種開(kāi)口空心零件,或把空心件的形狀、尺寸作進(jìn)一步改變的沖壓工序。
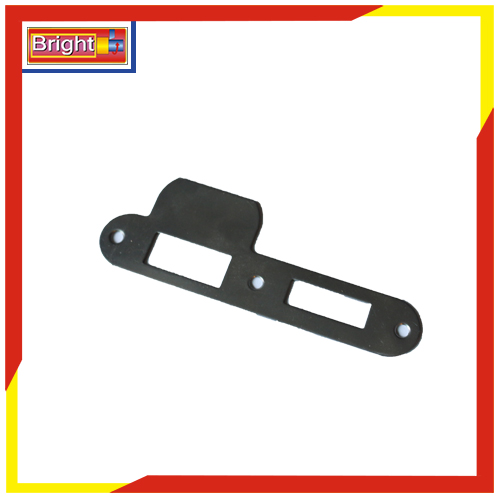
4、局部成形:用各種不同性質(zhì)的局部變形來(lái)改變毛坯或沖壓件形狀的沖壓工序(包括翻邊、脹形、校平和整形工序等)。

五金配件沖壓加工的沖壓材料的選擇要求
從沖壓件加工的角度考慮,沖壓材料的力學(xué)性能、表面質(zhì)量及厚度公差應(yīng)滿足以下基本要求:
用于沖裁的材料,應(yīng)具有足夠的塑性、較低的硬度,以提高沖裁斷面質(zhì)量及尺寸精度。其中,軟料(如黃銅 ) 的沖裁性能良好,硬料(如不銹鋼、高碳鋼 )的沖裁斷面質(zhì)量較差,脆性材料在沖裁時(shí)容易產(chǎn)生撕裂等現(xiàn)象。
用于彎曲的材料,應(yīng)具有足夠的塑性、較低的屈服強(qiáng)度、較高的彈性模量。其中,塑性好的材料不易彎裂,屈服強(qiáng)度較低、彈性模量較高的材料回彈較小。
用于拉伸的材料,應(yīng)具有較好的塑性、較低的屈服強(qiáng)度和硬度、較大的板厚方向性系數(shù)。其中,硬度高的材料難以拉深成形;屈強(qiáng)比小或板厚方向性系數(shù)大的材料,容易拉深成形。
沖壓加工時(shí),對(duì)材料厚度的偏差要求是比較嚴(yán)格的。這是因?yàn)椋欢ǖ臎_模間隙,適于沖壓一定厚度的材料,如果用同一沖模間隙來(lái)沖壓厚度差異較大的材料,那么所得工件的質(zhì)量和精度就會(huì)降低,沖模也易損壞。尤其在拉延、翻邊及彎曲工序中,由于材料厚度不均,可能會(huì)導(dǎo)致廢品的產(chǎn)生。在大型工件整形時(shí),甚至可以損壞壓力機(jī)。
金屬材料的機(jī)械性能,不僅取決于其化學(xué)成分,而且取決于其組織結(jié)構(gòu)。一般來(lái)說(shuō),金屬的組織細(xì),則塑性大,沖壓時(shí)對(duì)材料變形有利。但是,金屬的組織過(guò)細(xì),又會(huì)使材料的強(qiáng)度和硬度增加。



 微信掃一掃
微信掃一掃