中文 
H
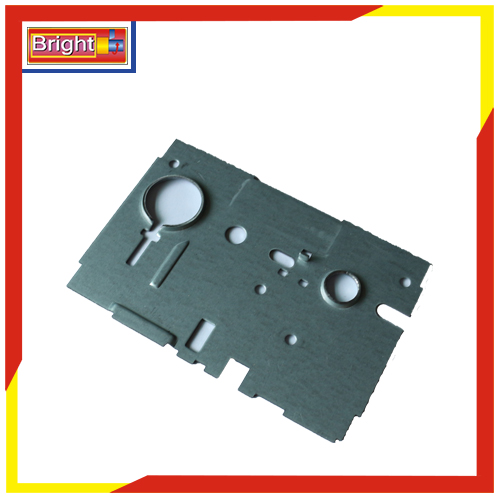
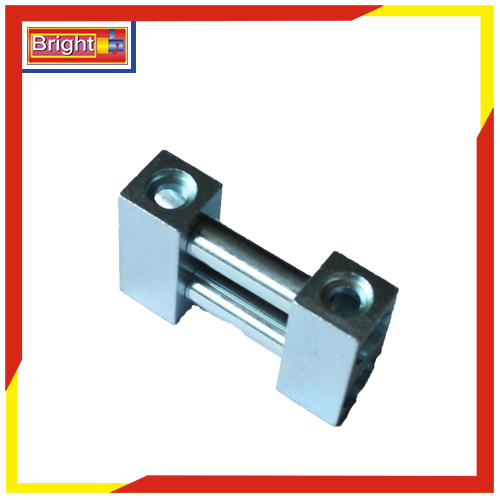
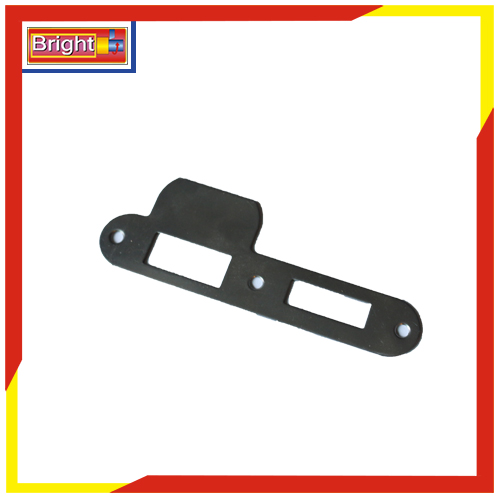
熱銷產(chǎn)品















































































H
熱點新聞C
聯(lián)系我們非標(biāo)五金沖壓件如何提高延續(xù)模具壽命
提高凸模可刃磨次數(shù),沖壓廠為了提升凸模具可刃磨次數(shù)以及方便裝卸,將高速沖床連續(xù)模具上采用新型凸固定方法。固定的時候凸模不要帶固定臺,要用小壓板固定。磨一次刃口就要把凸模槽磨下去同樣的刃磨量,凸模底下也要墊一樣厚的鋼墊片。這個方法可以提高凸模可刃磨次數(shù)以及方便拆裝。?
提高小凸模具使用壽命,對于那種直徑等于或者小于料厚的小凸模具,都會裝上擴套保護裝置,也會對小凸模具間隙值以及漏料部分的結(jié)構(gòu)進行針對性的改造,把兩面間隙值從原來的百分之八增加到百分之十四至百分之十五之間,將凹模鑲件的形狀改變,刃口部分的高度設(shè)置成料厚的二至二點五倍之間,錐面粗糙度為Ral.6。?

非標(biāo)五金沖壓件影響沖壓件精度因素有哪些
模具尺寸的影響,沖壓件在成形時會有本能的彈性恢復(fù)、模具的彈性變形使沖壓件產(chǎn)生升溫等現(xiàn)象,沖孔網(wǎng)和模具尺寸產(chǎn)生了偏差,就會影響到?jīng)_壓加工中的工件。?
模具對合的影響,高速沖床工作中常常把滑塊和母模裝到有導(dǎo)柱的模塊使得保持調(diào)心精度,如果不用牢固的導(dǎo)柱的話是很難保持精度的,不牢固的導(dǎo)柱會使模具對合不當(dāng)從而引起工件偏內(nèi)、中心不正以及彎曲。?
沖床自身精度的影響,高速沖床的機身、工作臺面、滑塊等結(jié)構(gòu)和鍛壓模具都會產(chǎn)生彈性變形量的變化。而高速沖床與模具的彈性變形量偏倚為沖床設(shè)備滑塊下死點位置的精度(稱為沖床負(fù)載時之動態(tài)精度),決定著工件產(chǎn)品的底厚、凸緣厚度等鍛壓加工精度。?
決定著五金沖壓件精度的三個因素分別是:模具的尺寸、模具對合、沖床精度。?



 微信掃一掃
微信掃一掃