中文 
H
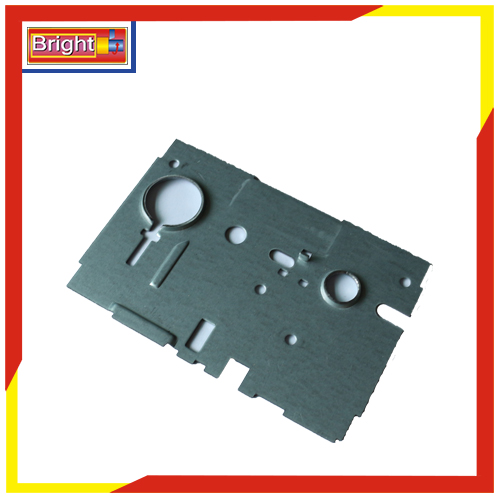
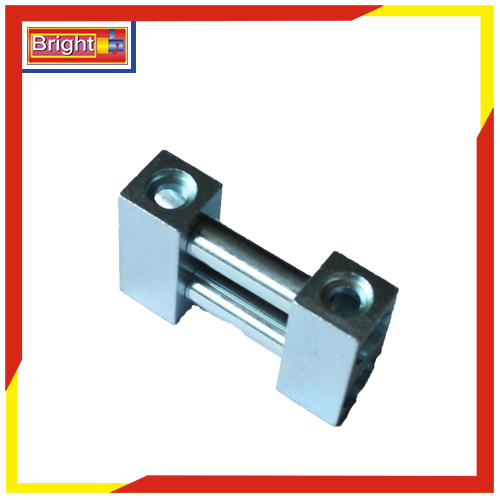
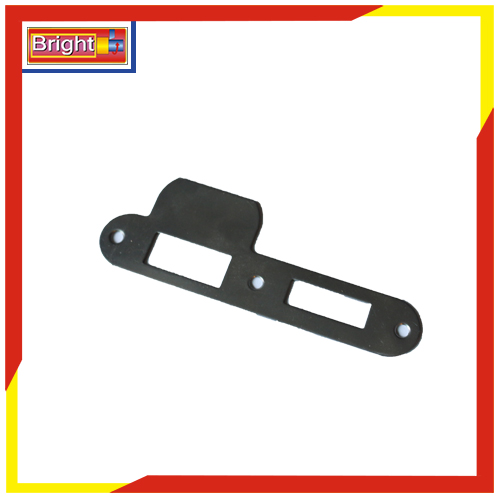
熱銷產(chǎn)品















































































H
熱點新聞C
聯(lián)系我們五金配件沖壓加工之不同的彎曲沖壓件彎曲工序有什么不同
沖壓件彎曲成形是指將環(huán)料完成所需形狀的加工方法,簡稱彎曲;把金屬板材、管材和型材彎曲成一定曲率、形狀和尺寸的工件的沖壓成形工藝。彎曲成形廣泛應(yīng)用于制造高壓容器、 鍋爐汽包、船體的鋼板及骨肋、各種器皿、儀器儀表構(gòu)件以及箱柜鑲條等。
材料彎曲時,其變形區(qū)內(nèi)各部分的應(yīng)力狀態(tài)有所不同。橫斷面中間不變形的部分稱為中性層。中性層以外的金屬受拉應(yīng)力作用,產(chǎn)生伸長變形。中性層以內(nèi)的金屬受壓應(yīng)力作用,產(chǎn)生壓縮變形。由于中性層兩側(cè)金屬的應(yīng)力和應(yīng)變方向相反,當(dāng)載荷卸去后,中性層兩側(cè)金屬的彈性變形回復(fù)方向相反,引起不同程度的彈復(fù)。雖然彎曲變形僅限于材料的局部區(qū)域,但彈復(fù)作用卻會影響彎曲件的精度。彈復(fù)的影響因素很多,而這些因素難以控制,由彈復(fù)引起的彎曲件精度問題,一直是彎曲成形生產(chǎn)的關(guān)鍵。
(1)對于形狀簡單的彎曲沖壓件,如V形、U形、L形、Z形等,可以采用一次彎曲成形。對于形狀復(fù)雜的彎曲件,一般需要采用多次彎曲成形;
(2)對多角彎曲沖壓件,因變形會影響彎曲件的形狀精度,因此,一般應(yīng)先彎外角,后彎內(nèi)角。前次彎曲要給后次彎曲留出可靠的定位,并保證后次彎曲不破壞前次彎曲的形狀;
(3)結(jié)構(gòu)不對稱彎曲件,彎曲時毛坯容易發(fā)生偏移,應(yīng)盡可能采用成對彎曲后再切開的工藝方法。
彎曲件的彎曲次數(shù)和工序安排必須根據(jù)工件形狀的復(fù)雜程度、材料的性能、精度要求的高低以及生產(chǎn)批量的大小等進(jìn)行綜合考慮。合理的彎曲工序可以減少彎曲次數(shù)、簡化模具結(jié)構(gòu)、提高工件質(zhì)量和勞動生產(chǎn)率。

五金配件沖壓加工設(shè)計應(yīng)該要注意哪些問題
1、設(shè)計拉深五金沖壓件應(yīng)盡量簡單、對稱,并且能一次拉深成形。在設(shè)計拉深件時,應(yīng)注明必須保證外形或內(nèi)形尺寸;
2、拉深五金沖壓件壁厚公差或變薄量不應(yīng)超出拉深工藝壁厚變化規(guī)律,一般不變薄拉深工藝的筒壁zui大增厚量為(0.2~0.3)t,zui大變薄量為(0.1~0.18)t,其中t為板料厚度。
3、需多次拉深成形的工件(h>0.5d),其內(nèi)外壁上或帶凸緣拉深件的凸緣表面,應(yīng)允許存在拉深過程中產(chǎn)生的壓痕。
4、在保證裝配要求的前提下,應(yīng)允許拉深件側(cè)壁有一定的斜度。
5、零件圖上所有未注的尺寸,屬于自由尺寸,查公差表可按IT14級確定尺寸的公差,零件直徑方向的尺寸及高度方向的尺寸等符合拉深工序?qū)α慵畹燃壍囊蟆?/span>



 微信掃一掃
微信掃一掃