中文 
H
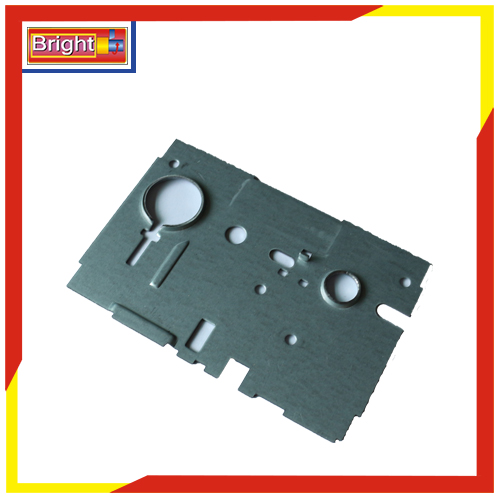
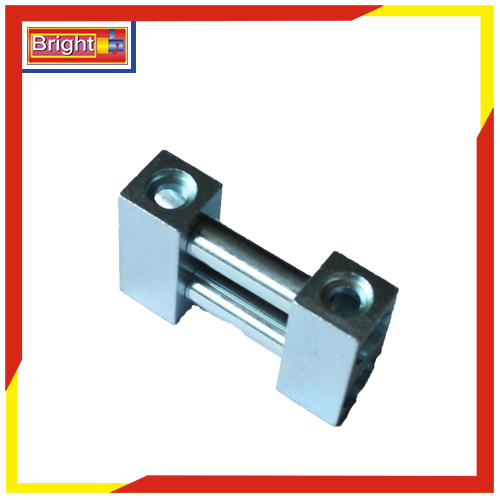
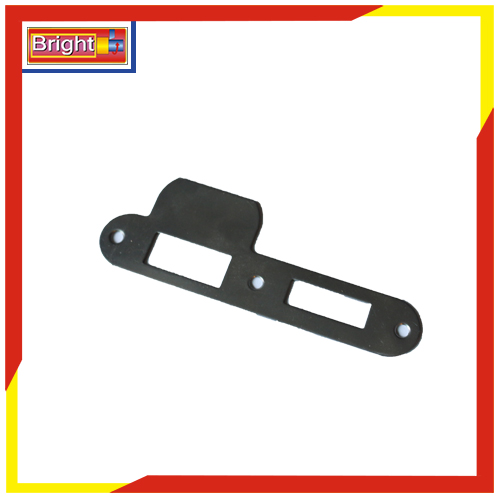
熱銷產(chǎn)品















































































H
熱點(diǎn)新聞C
聯(lián)系我們五金件沖壓加工“四大原則”
1、機(jī)加中我們把虎鉗鉗口取掉,加工兩個(gè)M4的螺紋孔,將兩塊與鉗口平齊厚1.5mm的鋼板,用鋁埋頭鉚釘鉚上厚0.8mm的硬黃銅板,將其用M4埋頭螺釘緊固到鉗口上,這樣一來(lái),一個(gè)耐用的軟鉗口就做好了,不僅能保護(hù)零件,還有互換性,這樣就非常的利便了。
2、我們用磁鐵吸取小零件的時(shí)候不太利便,那么可以先吸一個(gè)鐵板到磁鐵上,這樣既可以吸取良多的小零件,而且一取走鐵板,小零件就沒(méi)有吸力直接倒入收集箱了,是不是很實(shí)用呢?
3、假如內(nèi)六角扳手的手柄太短,不能用力時(shí),可以把內(nèi)徑比扳手輕微大點(diǎn)的管從一段銑槽,將扳手插入槽內(nèi),可以作為長(zhǎng)柄來(lái)使用
4、皮帶輪傳動(dòng)時(shí)皮帶輪和輪軸之間時(shí)常打滑,在輪軸上用15~18mm劃窩鉆頭劃一系列窩,這樣可以形成吸附力防止打滑。

設(shè)計(jì)拉深五金件沖壓加工要注意哪些問(wèn)題?
1、設(shè)計(jì)拉深五金沖壓件應(yīng)盡量簡(jiǎn)單、對(duì)稱,并且能一次拉深成形。在設(shè)計(jì)拉深件時(shí),應(yīng)注明必須保證外形或內(nèi)形尺寸;
2、拉深五金沖壓件壁厚公差或變薄量不應(yīng)超出拉深工藝壁厚變化規(guī)律,一般不變薄拉深工藝的筒壁zui大增厚量為(0.2~0.3)t,zui大變薄量為(0.1~0.18)t,其中t為板料厚度;
3、需多次拉深成形的工件(h>0.5d),其內(nèi)外壁上或帶凸緣拉深件的凸緣表面,應(yīng)允許存在拉深過(guò)程中產(chǎn)生的壓痕;
4、在保證裝配要求的前提下,應(yīng)允許拉深件側(cè)壁有一定的斜度;
5、零件圖上所有未注的尺寸,屬于自由尺寸,查公差表可按IT14級(jí)確定尺寸的公差,零件直徑方向的尺寸及高度方向的尺寸等符合拉深工序?qū)α慵畹燃?jí)的要求。



 微信掃一掃
微信掃一掃