中文 
H
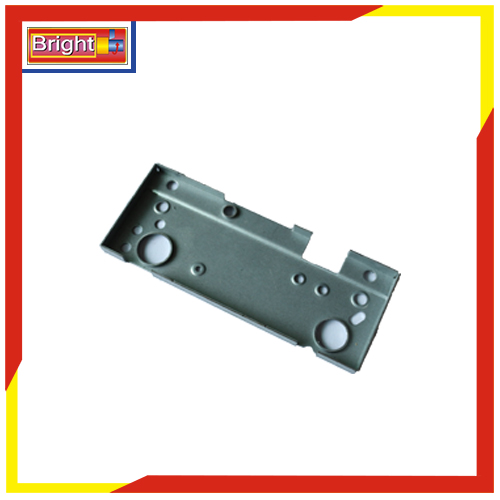
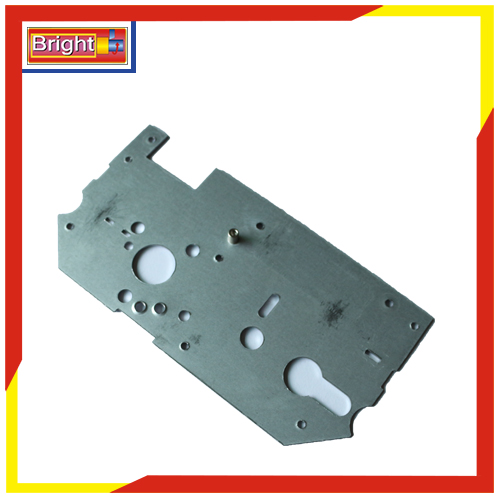
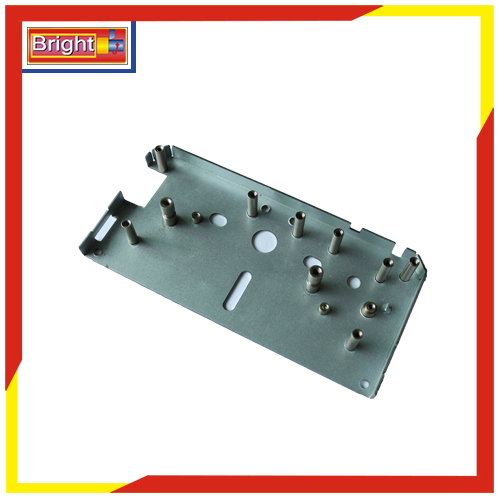
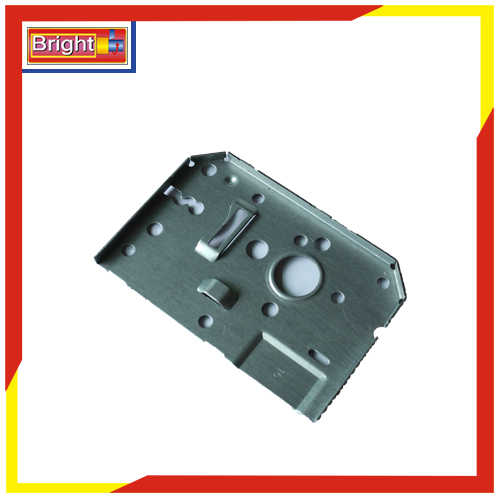
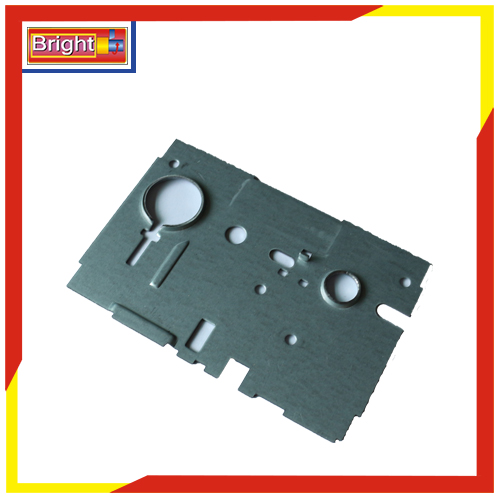
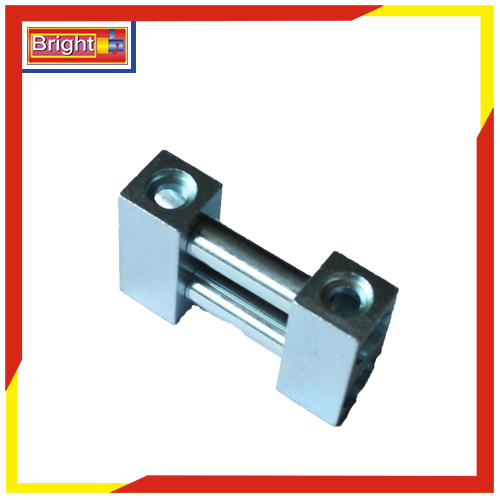
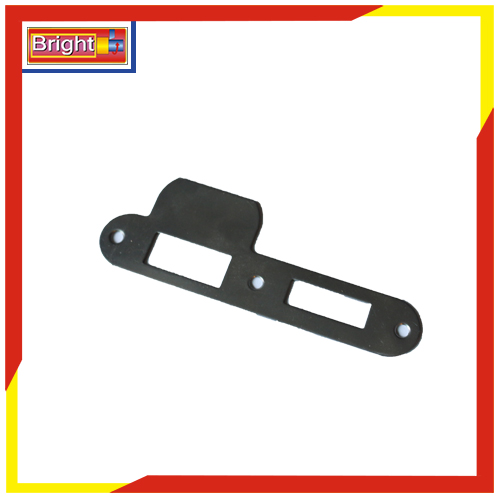
熱銷產(chǎn)品















































































H
熱點(diǎn)新聞C
聯(lián)系我們五金配件沖壓加工的檢驗(yàn)標(biāo)準(zhǔn)

1、零件圖紙/檢驗(yàn)指導(dǎo)(標(biāo)準(zhǔn))書:一些簡單的五金沖壓件可以通過對照圖紙中標(biāo)注的各種尺寸進(jìn)行檢驗(yàn),其次是各種計(jì)量器具的使用,zui基本的卷尺、卡尺、千分尺、表、通止規(guī)等等。還要注意圖紙上標(biāo)注的一些重要的公差,公差范圍是否與圖紙一致。對于一些高精密的產(chǎn)品,公差要求必須要嚴(yán)格。
2、專用檢具:這個(gè)比較簡單,根據(jù)零件的實(shí)際情況來,需要熟練使用。
3、樣件:對于某些無檢具,但是形狀比較復(fù)雜的無法用二維圖紙表達(dá)的零件。可以用二次圓檢驗(yàn)。簽板是zui直觀的參照物,可以看出來結(jié)構(gòu)是否OK,表面處理,還有批鋒那些。
4,材料的不良,這個(gè)就有的說了,具體的可以到網(wǎng)上查一下。
五金配件沖壓加工的順序分為哪幾種?
一、精細(xì)零件加工次第的布置應(yīng)依據(jù)零件的構(gòu)造和毛坯情況,以及定位夾緊的需求來思索,重點(diǎn)是工件的剛性不被毀壞。
1.上道工序的加工不能影響下道工序的定位與夾緊,中間交叉有通用精細(xì)零件加工工序的也要綜合思索。
2.先停止內(nèi)形內(nèi)腔加工序,后停止外形加工工序。
3.以相同定位、夾緊方式或同一把刀加工的工序zui好銜接停止,以減少反復(fù)定位次數(shù),換刀次數(shù)與移動壓板次數(shù)。
4.在同一次裝置中停止的多道工序,應(yīng)先布置對工件剛性毀壞小的工序。
二、刀具集中分序法: 就是按所用刀具劃分工序,用同一把刀具加工完零件上一切能夠完成的部位。在用第二把刀、第三把完成它們能夠完成的其它部位。這樣可減少換刀次數(shù),緊縮空程時(shí)間,減少不用要的定位誤差。
三、以加工部位分序法:
關(guān)于加工內(nèi)容很多的零件,可按其構(gòu)造特性將加工局部分紅幾個(gè)局部,如內(nèi)形、外形、曲面或平面等。普通先加工平面、定位面,后加工孔;先加工簡單的幾何外形,再加工復(fù)雜的幾何外形;先加工精度較低的部位,再加工精度請求較高的部位。



 微信掃一掃
微信掃一掃